Общие сведения
Классификатор предназначен для сухого разделения сыпучих материалов с целью получения продуктов двух классов крупности, условно называемых тонкими и грубыми (т.н. «крупка») порошками. Классификатор позволяет разделять порошки полидисперсного состава влажностью до 2%, температурой не выше 90 гр. Цельсия с производительностью от 5 до 20 м3/ч в зависимости от физико-механических свойств сырья и установленной границы разделения.
Подробнее о правильном применении терминов, обозначающих гранулометрические характеристики измельчённых материалов можно ознакомиться в статье «Фракции и классы крупности порошков – понятия, которые часто путают даже специалисты».
Классификатор является базовым вариантом комплектации, а его модификация классификатор М, содержит дополнительное оборудование, в частности, бункер сырья и фильтровальный агрегат с пылевым вентилятором. Классификатор в базовом варианте после установки на объекте Заказчика, может быть доукомплектован дополнительным оборудованием до модификации классификатор М.
Технические характеристики
|
||
| Параметры | Базовая комплектация | Полная комплектация |
|---|---|---|
| Производительность, м3/ч | 5-20* | 5-20* |
| Диапазон регулировки границы разделения, D95r, мм | 0.071-0.56** | 0.071-0.56** |
| Установленная мощность, кВт | 22 | 27 |
| Габаритные размеры (L×B×H), мм | 7436×2008×5263*** | 8527×2663×5263*** |
| Масса (основные узлы и агрегаты), кг | 3129*** | 4811*** |
| Напряжение электросети, В | 380 | 380 |
| Крупность питания, не более, мм | 20 | 20 |
| Объем отходящего воздуха (из фильтровального агрегата), м3/ч | 1500 | 1500 |
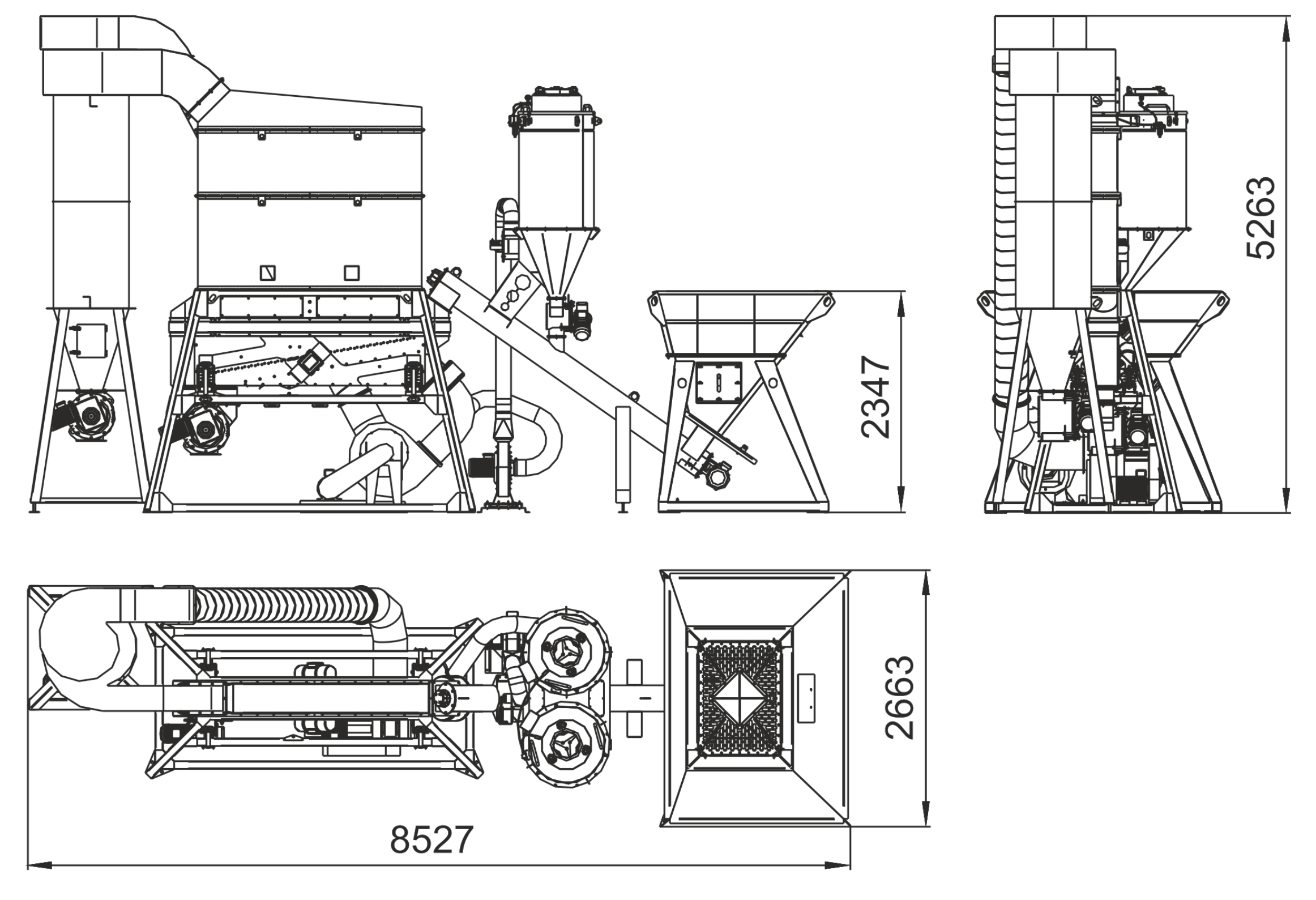
Рис. 1
Классификатор М (Рис. 2,3) состоит из пространственной рамы (1) внутри которой размещен инерционный конвейер (2) с бортовыми вибраторами (3). Для предотвращения передачи вибрации на раму (1) служат пружины (4) на регулируемых опорах.
В верхней части рамы (1) расположен штуцер-короб (5) с фланцем, служащим для соединения с нижней секцией зигзаг - короба (6). Выше установлены верхняя секция зигзаг короба (7) и крышка-патрубок (8).
Крышка-патрубок (8) соединена с входным окном (9) циклона (10) в нижней части которого находится шлюзовой затвор (11) выгрузки тонкого порошка. Раскручивающая улитка (12) циклона (10) посредством возвратного воздуховода (13) соединена с входом вентилятора дутья (14).
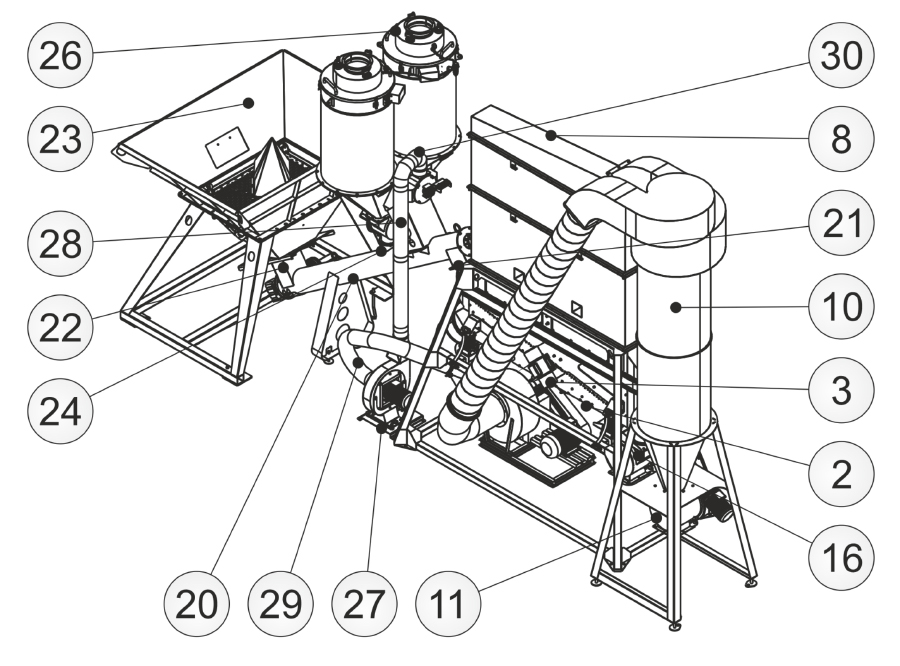
Рис. 2
В передней части инерционного конвейера (2) имеются патрубки (15), через которые расклассифицированная «крупка» поступает в шлюзовой затвор (16) выгрузки грубого порошка. С противоположной стороны расположен патрубок (17) входа воздуха, поступающего из поворотного воздуховода (18) вентилятора дутья (14). Для предотвращения передачи вибрации патрубок (17) соединен с воздуховодом (18) мягким рукавом (19).
Между подвижным элементом конструкции – инерционным конвейером (2) и неподвижным штуцер-коробом (5) установлен мягкий рукав (20) большого диаметра.
Для регулируемой подачи сырья в корпус инерционного конвейера (2) служит конвейер-питатель (20) разгрузочный патрубок (21) которого соединен с штуцер-коробом (5), а патрубок загрузки (22) с бункером сырья (23).
На корпусе конвейера-питателя (20) имеется патрубок (24) предназначенный для установки шлюзового затвора пыли (25) фильтровального агрегата (26). Запыленный воздух из частично замкнутой пневматической системы классификатора нагнетается в фильтровальный агрегат пылевым вентилятором (27) через трубу (28), рукав (29) и отводы (30).
Управление работой классификатора М осуществляется посредством выносного электрического пульта со встроенным гранулометрическим программатором, а так же пультом дополнительного оборудования (на Рис. 2 не показаны).
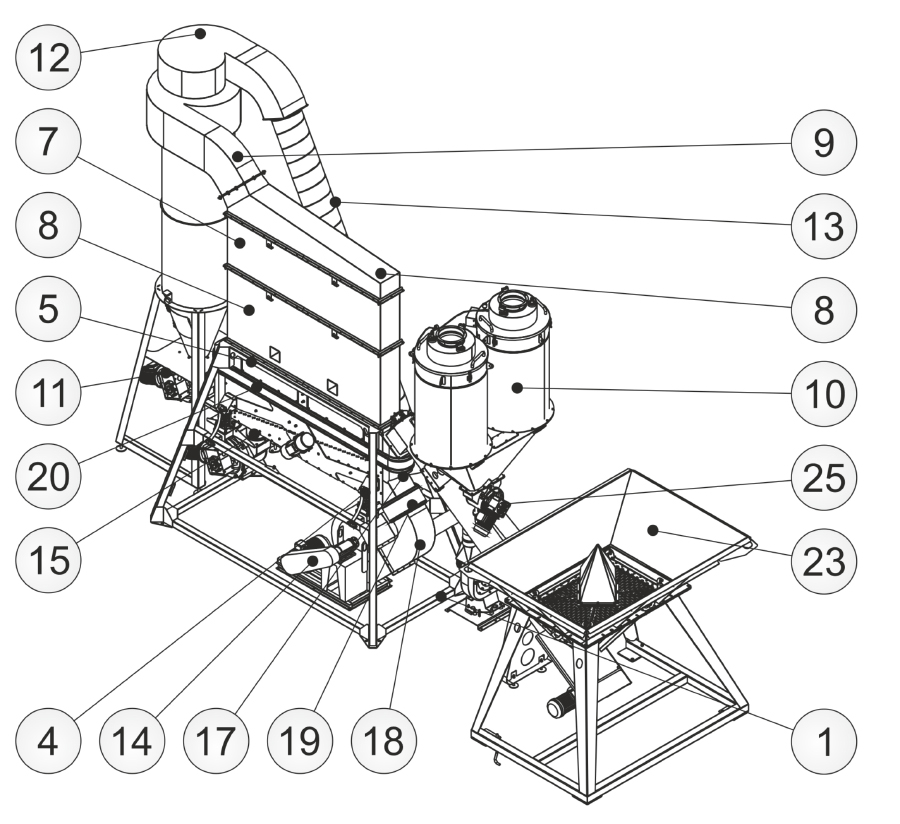
Рис. 3
Классификатор М работает следующим образом: оператор проверяет наличие сырья в бункере (23), выбирает программу классификации в соответствии с требуемой дисперсностью тонкого порошка, после чего нажимает кнопку «АВТО. ПУСК/СТОП» выносного электрического пульта. Происходит автоматическая настройка вибровоздушного режима разделения порошков и последовательный запуск агрегатов классификатора.
После включения шнека конвейера-питателя (20) сырье поступает в корпус инерционного конвейера (2), где двигаясь по синусоидальной траектории, продувается воздухом, нагнетаемым вентилятором дутья (14). Скорость дутья, частота и амплитуда колебаний инерционного конвейера (2) задаются гранулометрическим программатором в соответствии с заданной оператором дисперсностью порошка. Направленные колебания инерционного конвейера (2) позволяют преодолеть силы сухого трения между отдельными зернами и разъединить их, что делает возможным извлечение из общей массы сырья частиц, вес которых соответствует скорости дутья вентилятора (14). Тонкие частицы, увлекаемые воздушным потоком, проходят штуцер - короб (5), нижнюю (6), а затем верхнюю (7) секции зигзаг – короба и через крышку – патрубок (8) поступают в циклон (10), где под действием центробежной силы, осаждаются в его конической части и выводятся шлюзовым затвором (11).
Рис. 4
Крупные частицы, вес которых не соответствует заданной скорости дутья, проходят инерционный конвейер (2) и покидают его корпус через шлюзовой затвор (16) вывода грубой «крупки». Очищенный воздух из циклона (10) по возвратному воздуховоду (13) направляется на вход вентилятора дутья (14), далее в поворотный воздуховод (18) и корпус инерционного конвейера (2). Цикл оборота воздуха повторяется.
В процессе работы классификатора, в его объемах создается разряжение воздуха, что предотвращает выброс пыли в производственное помещение. Для вывода из частично замкнутой пневматической системы классификатора «лишнего» воздуха, поступающего вместе с загружаемым сырьем, служит пылевой вентилятор (27). Пылевой вентилятор (27) соединен с фильтровальным агрегатом (26), установленным на корпусе конвейера-питателя (20) трубой (28) и двумя отводами (30). Объем удаляемого из системы воздуха регулируется дисковым затвором, установленным на стенке поворотного воздуховода (18) вентилятора дутья (14).
Фильтровальный агрегат (26) работает следующим образом: запыленный воздух из поворотного воздуховода (18) через патрубок сброса с дисковым затвором засасывается пылевым вентилятором (27) и по трубе (28) поступает в переключатель потока. В зависимости от положения заслонки запыленный воздух попадает в корпус одного из кассетных фильтров. Частицы пыли осаждаются на поверхности фильтрующих кассет, а очищенный воздух покидает корпус фильтра через патрубок в его верхней части.
Рис. 5
По мере нарастания слоя пыли на поверхности фильтрующих кассет фильтра, в который подается запыленный воздух, их сопротивление увеличивается. Для очистки фильтрующих кассет используется система регенерации обратной продувкой сжатым воздухом. По истечению установленного времени, контроллер, установленный в электрическом пульте дополнительного оборудования, подает сигнал на начало цикла регенерации фильтрующих кассет. Переключатель потока автоматически переводит поток запыленного воздуха на ранее очищенный фильтр, после чего выполняется обратная продувка загрязненного фильтра. По окончанию его очистки цикл повторяется.
В процессе работы классификатора гранулометрический программатор автоматически поддерживает основные параметры, влияющие на качество классификации порошка: частоту колебаний корпуса, скорость воздушного дутья, объем загружаемого сырья и т.п. Главной задачей оператора остается контроль бесперебойного поступления сырья в бункер (23) конвейера-питателя (20), все остальное делает автоматика!
Вибровоздушный классификатор «ВИБ-АЭРО 20» представляет собой глубоко компактную систему агрегатов. Использование оригинальной компоновочной схемы позволило не только снизить габаритные размеры изделия, но и существенно улучшить его технико-экономические характеристики. Краткий перечень основных преимуществ вибровоздушного классификатора «ВИБ-АЭРО 20» позволяет в этом убедиться:
- Долгий срок службы сменных деталей даже при работе с высокоабразивными материалами;
- Компактность, предложенная схема позволяет легко «встраивать» классификатор «ВИБ-АЕЭРО 20» в уже существующие технологические линии;
- Высокая эффективность разделения порошков, как правило, более 90-95 %;
- Низкий расход энергии за счет уменьшения длины воздуховодов и снижения общего сопротивления пневмосистемы;
- В процессе работы классификатора гранулометрический программатор автоматически поддерживает основные параметры, влияющие на качество классификации порошка. Всю ответственную работу делает автоматика!
- Работа без пыли. Пневматическая система классификатора работает в частично замкнутом цикле с повторным использованием основного воздушного потока. Во время работы корпус изделия находится под разряжением и потому не пылит.
Высокая универсальность вибровоздушного классификатора «ВИБ-АЭРО 20» позволяет эффективно перерабатывать самые различные виды минерального сырья, техногенных отходов и т.д. Однако каждый материал имеет свои особенности, которые необходимо учитывать при выборе оборудования.
Заполните простую анкету, присылайте в наш адрес свое сырье, а лучше приезжайте сами, вместе мы наверняка найдем наиболее рациональный способ разделения именно Ваших материалов.
Конструкция вибровоздушного классификатора порошков "ВИБ-АЭРО 20" защищена патентом РФ №2752411