БАРЬЕР-ГЕРМЕТИКШлюзовой затвор
Доклад зачитан на Второй Международной Конференции «ПЫЛЕГАЗООЧИСТКА – 2009»,
проходившей 29-30 сентября 2009 года в г. Москве.

Уважаемые участники второй международной конференции «ПЫЛЕГАЗООЧИСТКА-2009»! Сегодня я хотел бы представить Вашему вниманию продукцию машиностроительного предприятия «ТЕХПРИБОР» города Щекино Тульской области.
Наш завод производит дробильно-размольное оборудование, а так же винтовые конвейеры и шлюзовые затворы. Именно на последних я хотел бы остановиться более подробно (рис. 1).
Большинство современных промышленных систем очистки воздуха от твердых включений имеют в своем составе автоматически действующие герметичные затворы, разгрузители, клапаны и тому подобные устройства. При этом шлюзовые затворы используются наиболее широко, что объясняется простотой их конструкции, автономностью и относительной надежностью.
Однако механическая надежность, скажем, узла привода или ячейкового ротора еще не гарантирует стабильность выполнения затвором своего основного назначения. Увеличение зазоров в паре корпус- ротор приводит к потере герметичности узла, а появившиеся неучтенные подсосы воздуха снижают эффективность работы циклонов. Особенно неприятно то, что из-за проблем со шлюзовым затвором эффективность пылеочистки снижается не резко, тогда бы источник неприятностей мог бы быть легко обнаружен, а постепенно, без резких ухудшений. Негерметичный шлюзовой затвор продолжает вроде бы нормально функционировать и зачастую его замена или ремонт – это последний шаг в попытках восстановить прежние параметры работы пневмосистемы, когда все остальные способы не принесли желаемых результатов.
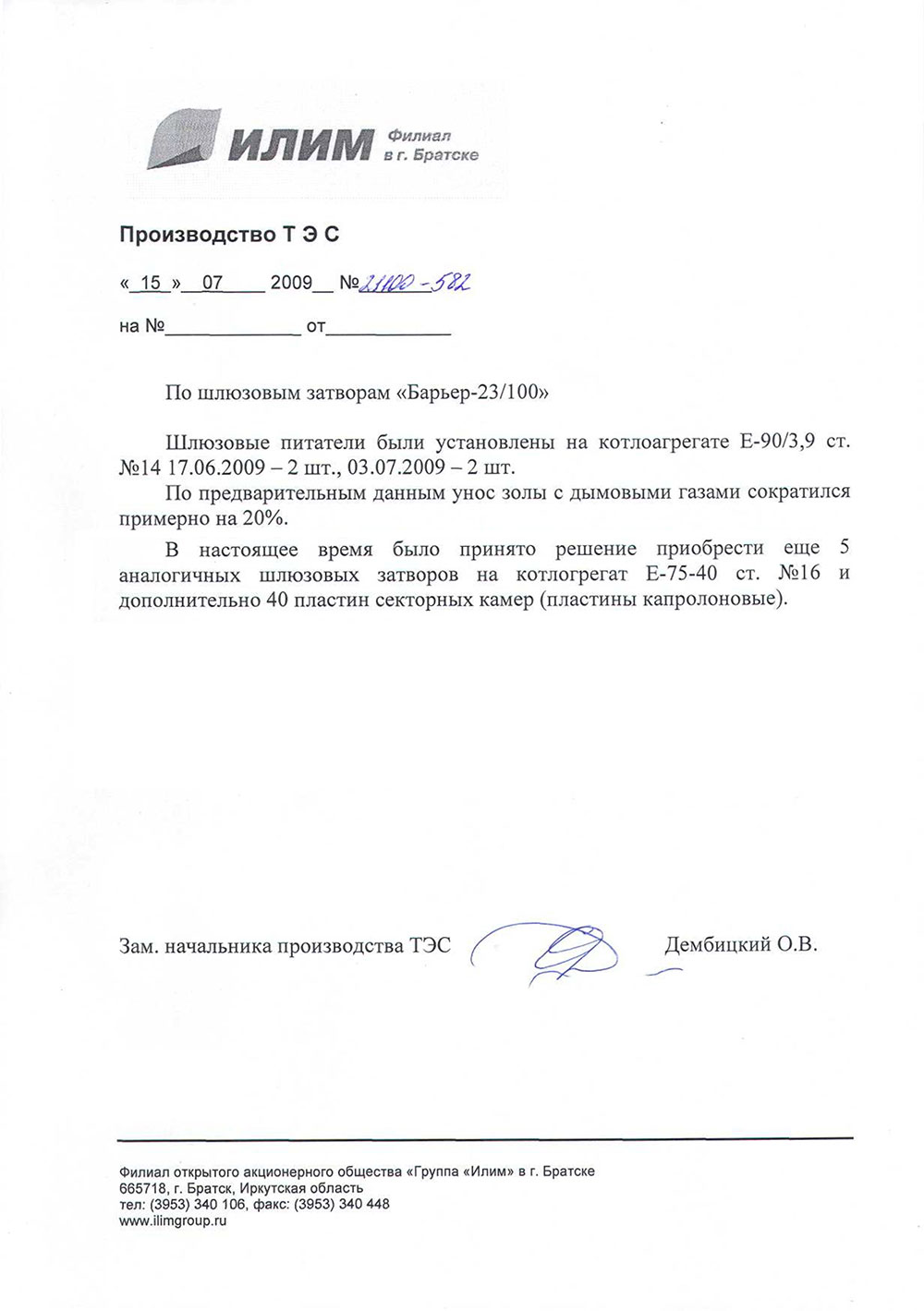
Насколько же опасны «паразитные» подсосы воздуха демонстрирует опыт наших заказчиков (рис. 2).
Как видите, только за счет замены шлюзовых затворов унос золы с дымовыми газами сократился приблизительно на 20%. Это достаточно значительная цифра, а значит пренебрегать таким потенциалом повышения эффективности пылеочистки нельзя.
Вместе с тем в самой конструкции «классического» шлюзового затвора уже заложены неустранимые проблемы, а требования, предъявляемые к его узлам и деталям весьма противоречивы. Ведь нужна не только герметичность, но и максимально продолжительный срок ее сохранения.
Для того чтобы добиться герметичности, зазоры между лопатками ячейкового ротора и корпусом затвора должны быть минимальны, однако в процессе работы зазоры постоянно изменяются за счет абразивного воздействия перемещаемого материала, причем чем эти зазоры первоначально меньше тем быстрее происходит их увеличение. Поэтому шлюзовой затвор это всегда некоторый компромисс между герметичностью, сроком службы и что немаловажно стоимостью, ведь изготовить такие габаритные сопрягаемые детали с минимальными допусками непросто. Повышенные требования к точности изготовления с одной стороны объясняют относительно высокую стоимость шлюзовых затворов, а с другой стороны исключает их восстановление, если изношена внутренняя поверхность корпуса.
В борьбе за ресурс и упрощение технологии изготовления многими производителями шлюзовых затворов используется схема комбинированных роторов, когда на металлические лопасти устанавливаются эластичные элементы, в основном резиновые. Если не брать в расчет большую долю ручного труда и низкую точность изготовления комбинированных роторов то на перемещении малоабразивной пыли они вполне годятся, но на более твердых материалах сроки сохранения герметичности таких затворов также не велики.
Решением проблемы мог бы стать ротор шлюзового затвора, который по мере своего естественного износа самостоятельно восстанавливал бы необходимые зазоры, сохраняя герметичность весь срок службы. Ротор такого затвора должен быть дешев, технологичен, а его замена по возможности максимально проста. Сегодня эта задача успешно решена, такой ротор создан.
Когда мы наладили выпуск шлюзовых затворов с жесткими пластинами ротора, специалисты нашего предприятия естественно столкнулись и с их оборотной стороной (медали). Это и быстрая потеря герметичности при работе с абразивными материалами и заклинивание и высокая себестоимость изготовления, и малая ремонтопригодность. При этом по сравнению с аналогами наши шлюзовые затворы выглядели очень достойно, но было совершенно очевидно что «видовые» проблемы не могут быть разрешены без глубокой переработки конструкцией затвора, а также пересмотра используемых материалов. В частности ячейковый ротор нового затвора был изготовлен методом высокоточного литья из полиуретана.
На сегодняшний день именно полиуретан является одним из наиболее износостойких эластичных материалов с превосходной способностью обратной деформации или «памяти» о первоначальной форме. Благодаря своим уникальным свойствам изделия из полиуретана все чаще замещают в технике не только резину, но и металлы. Там где требуется высокая износостойкость, прочность, эластичность полиуретан является практически безальтернативным материалом. Сита для виброгрохотов, защитные износостойкие покрытия, валы и ролики, манжеты и уплотнения - все это далеко не полный перечень изделий из абразивостойкого эластомера - полиуретана. Благодаря разработкам машиностроительного предприятия «ТЕХПРИБОР», к этому списку может быть добавлен ячейковый ротор шлюзового затвора модели «БАРЬЕР - ГЕРМЕТИК».
При создании нового затвора мы постарались учесть все те проблемы, с которыми сталкивается потребитель при эксплуатации герметичных выпусков. Для этого был использован целый ряд оригинальных технических решений, направленных на улучшение эксплуатационных свойств шлюзовиков, повышение их надежности и долговечности. Я перечислю только основные отличия наших затворов от «классических» аналогов:
Как я говорил раньше, износостойкий полиуретан материал эластичный. При запрессовке ячейкового ротора в корпус затвора разделительные лопасти отгинаются назад (относительно направления вращения ротора). Благодаря хорошей «памяти» полиуретана и его способности к обратной деформации, по мере износа лопасти ротора постепенно распрямляются, обеспечивая постоянную силу прижима, а значит и герметичность затвора. Даже когда полиуретан износиться настолько, что лопасти ротора полностью распрямятся, мы получим аналог обычного шлюзового затвора с минимальным зазором пары ротор-корпус (Рис. 3). Все то время, пока лопасти загнуты, герметичность затвора поддерживается автоматически без дополнительных регулировок.
Не секрет, что некоторые производители шлюзовиков в погоне за снижением себестоимости производства, используют узлы, в которых подшипники и уплотнительные элементы находятся в едином корпусе. На практике такое решение оборачиваются частыми ремонтами. Подшипниковые узлы, конструкция которых не обеспечивает возможность визуального контроля состояния уплотнительных элементов, в условиях реального производства обречены на периодические поломки, вызванные попаданием перемещаемого материала в подшипники.
В своих затворах мы используем оригинальную схему вынесенных опор (Рис. 4).
Если герметичность уплотнительного элемента нарушена, перемещаемый материал свободно высыпается из корпуса, а не попадает в подшипники. Пыление или скопление материала можно легко обнаружить даже при беглом осмотре затвора и своевременно поменять уплотнительный элемент не дожидаясь, когда разрушится подшипник. Казалось бы, простое техническое решение, но какая экономия времени, денег и сил!



Несмотря на то, что полиуретан обладает высоким сопротивлением к истиранию и низким коэффициентом трения, работая с абразивными материалами, он естественно изнашивается. Конечно, по сравнению с другими конструкциями эластичный ротор, благодаря распрямляющимся лопастям, служит дольше, но однажды приходит момент, когда ротор подлежит замене, и вот здесь проявляется еще одно важное преимущество новой конструкции.
Роторы обычных шлюзовых затворов отливают из стали, с последующей обработкой на металлорежущих станках. Допуски на обработку при этом минимальны, иначе невозможно добиться герметичности. Сложность изготовления диктует и высокую стоимость такого ротора.
Иное дело, если изделие получено методом высокоточного литья, а его доработка вовсе не требуется. Благодаря эластичным лопастям ротора, герметичность нового затвора выше, чем у аналогов со стальными роторами. В результате, при большем ресурсе, стоимость сменного полиуретанового ротора относительно невелика, а его замена не вызывает каких-либо затруднений. Нужно только вынуть из корпуса старый ротор, загнуть лопасти нового и установить его на прежнее место. Таким образом, литой полиуретановый ротор - это не только долгий срок эксплуатации и герметичность, но также недорогие расходники и минимальная трудоемкость замены (Рис. 5).
Для наиболее эффективного использования оборудования в различных технологических процессах специалисты предприятия «ТЕХПРИБОР» готовы оказать техническую поддержку, провести консультации, разработать оригинальные узлы и детали.
Липилин А.Б., генеральный директор завода «ТЕХПРИБОР»
