
ТРИБОКИНЕТИКА – 3050Мельница
Уважаемые коллеги, прежде всего я хотел бы поблагодарить организаторов конференции за предоставленную возможность познакомить Вас с результатами наших работ по созданию измельчительного оборудования ударного действия.
Предприятие «ТехПрибор», которое я представляю, образовано в 1999 году на базе завода «РПО Сельхозтехника» города Щекино, Тульской области.
Основным направлением нашей деятельности является проектирование и производство дробильных и помольных агрегатов, а также различного периферийного оборудования, такого как винтовые и ленточные конвейеры, шлюзовые затворы, классифицирующие агрегаты и т.д.
Тема моего доклада посвящена особенностям производства и применения дисперсных минеральных добавок в цементных композициях.
Я познакомлю Вас с результатами наших исследований, убедительно доказывающих, что абсолютное большинство широко распространенных материалов как природного, так и техногенного происхождения могут замещать от 10 до 30% клинкерной части не только без ухудшения качества получаемого цемента, но и с приданием ему совершенно уникальных свойств.
Хотелось бы особенно отметить, что речь пойдет не столько об активных минеральных добавках, традиционно используемых в производстве цемента, но в большей степени о материалах, считающихся инертными, измельченных до определенного состояния, в результате чего приобретающих высокую активность.
Понимая, что некоторые выводы, которые я озвучу с этой трибуны, могут быть восприняты неоднозначно, я буду использовать только хорошо известные и описанные в соответствующей литературе примеры, а также обширный экспериментальный материал, за достоверность которого я могу нести перед Вами полную ответственность.
Все работы с вяжущими материалами и минеральными добавками проводились на производственной базе нашего предприятия с привлечением испытательной лаборатории «Тулаоргтехстрой» и использованием серийно выпускаемого измельчительного оборудования.
Итак, современные представления о факторах, оказывающих влияние на физико-технические свойства цемента, позволяют говорить о том, что сегодня его потенциальные возможности используются далеко не полностью, вследствие чего для достижения проектной прочности бетонных изделий приходится перерасходовать значительное количество этого дорогостоящего материала.
Цементный камень даже после очень больших сроков твердения содержит до 50% негидратировавшей клинкерной части, играющей роль скорее инертного наполнителя, чем вяжущего материала.
По аналогии с бетоном, состоящим из крупного и мелкого заполнителя, структура затвердевшего цементного камня получила название «микробетон».
Этот термин был введен в обращение советским ученым Владимиром Николаевичем Юнгом, который в своих работах особое внимание уделял вопросам оптимизации гранулометрического состава цементного порошка. Его утверждение о том, что рационально подобранный материальный и гранулометрический состав «микробетона» позволит получать затвердевшие цементы с улучшенными характеристиками водонепроницаемости, скорости твердения, сопротивления сжатию и растяжению, стало буквально пророческим, о чем свидетельствует сегодняшняя активизация научно-практических работ по селективному изменению гранулометрического и вещественного состава цементного порошка.
Исходя из того, что зависимость свойств цемента от его минералогии, содержания алюминатов, дисперсности и гранулометрии, хотя и является хорошо изученной, однако не допускает вне заводской корректировки, в своем докладе я хотел рассмотреть более доступные способы изменения физико-строительных характеристик цементного порошка.
Одним, из таких способов является применение дисперсных минеральных добавок.
Минеральные добавки, используемые в цементных композициях, можно условно разделить на активные (пуццолановые) и инертные. Условность такого деления объясняется изменением реологической способности материалов в зависимости от их дисперсности. Так некоторые материалы, считающиеся инертными, при более тонком измельчении приобретают активность и даже способность к самостоятельному твердению. Слова Дмитрия Ивановича Менделеева: «Чтобы между твердыми телами протекали реакции, необходимо сколь мелко измельчить их» - прекрасно отражают важность процесса диспергирования в технологии производства вяжущих материалов.
Зачастую именно степень измельчения сырьевых компонентов, а не их состав или химическая активность, определяет технико-экономические результаты их использования. Тем более, что эффективность пуццолановых добавок в бетоне является достаточно нестабильным показателем, подверженным действию множества переменных факторов, обеспечить контроль которых в производственных условиях достаточно трудно.
Колебания химической активности по отношению к Са(ОН)2 или изменение режима тепловлажностной обработки могут кардинально поменять «поведение» добавки в бетоне.
Поэтому на наш взгляд наибольший практический интерес представляет более стабильный эффект микронаполнения цементного порошка.
Работа «инертного» микронаполнителя выражается в повышении прочности бетона с постоянным расходом цемента или, если марка вяжущего в бетоне излишне высока, в замещении части цемента более дешевыми материалами. Сам по себе микронаполняющий эффект является следствием целого ряда взаимосвязанных воздействий дисперсной составляющей на бетонную смесь, твердеющий и затвердевший цементный камень.
Основными процессами, происходящими в твердеющем материале, являются увеличение поверхности контакта с водой затворения, а также появление дополнительных центров кристаллизации продуктов гидратации.
Частицы дисперсной минеральной добавки, расположенные между зернами цемента, раздвигают последние, чем и обеспечивается дополнительное «обводнение» порошка. Учитывая, что активность цемента в основном определяется теми же факторами, что и его адсорбционная способность, интенсификация водотвердого контакта позволяет существенно повысить степень гидратации материала, уменьшив тем самым количество «заполняющих» неактивных зерен.
В затвердевшем материале микронаполняющий эффект выражается в объемном наполнении цементного камня.
Принимая во внимание, что уменьшение пористости, уплотнение структуры, раздвижка и дополнительное «обводнение» цементных зерен являются чисто физическими факторами, не зависящими от гидравлической активности наполнителя, природа дисперсной добавки в этом случае не имеет принципиального значения.
Выбор сырьевых компонентов определяется, прежде всего, их стоимостью и доступностью.
Именно широкое распространение материалов, пригодных для получения дисперсных добавок - микронаполнителей, выгодно отличает данную технологию от «классических» методов использования активных гидравлических добавок, хотя и обладающих определенными вяжущими свойствами, но, вместе с тем, являющимися и гораздо менее доступными.
Заканчивая с теоретической частью, я хотел бы перейти к практическим результатам использования микронаполнителя в цементных композициях.
Нашим предприятием совместно с испытательной лабораторией ОАО «Тулаоргтехстрой» был проведен ряд исследований физико-механических свойств микронаполненного цемента, в состав которого входила дисперсная добавка, полученная из известняка Гуровского месторождения.
Известняковая мука измельчалась до удельной поверхности 4000 см2/г. Продукт помола совместно с цементом подавался в стержневой дезинтегратор, где и происходило их дополнительное измельчение и перемешивание.
Для сохранения стабильных показателей водопотребности смеси и ее реологической способности, вместе с основными компонентами так же вводилась пластифицирующая добавка СП-1 производства ОАО «Полипласт».
Результаты испытаний товарного цемента, измельченного совместно с известняковым порошком производства ОАО «Гурово-Бетон» Алексинский р-н, Тульской области (Гуровское месторождение известняков Тульской обл.) приведены в таблице.
| Наименование показателя | Фактические результаты испытаний | |||
|---|---|---|---|---|
| Состав № 1 Контрольный | Состав № 2 замещение ПЦ 10% минеральным наполнителем с СП-1 | Состав № 3 замещение ПЦ 20% минеральным наполнителем с СП-1 | Состав № 4 замещение ПЦ 30% минеральным наполнителем с СП-1 | |
| ПЦ 400 Д 20 | ||||
| Водоцементное отношение (В/Ц) | 0,36 | 0,30 | 0,27 | 0,26 |
| Расплыв конуса, мм | 107 | 107 | 106 | 106 |
| Предел прочности при сжатии после пропаривания, кгс/см2 | 310 | 366 | 372 | 309 |
| Прирост прочности | - | + 18 % | + 20 % | - |
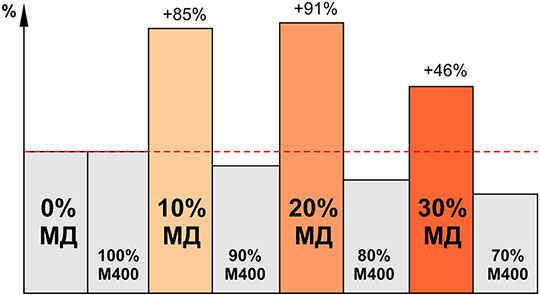
| Предел прочности при сжатии в возрасте 3 суток, кгс/см2 | 130 | 240 | 249 | 190 |
| Прирост прочности | - | + 85 % | + 91 % | + 46 % |
Из полученных данных следует, что совместный дезинтеграторный помол товарного цемента с известняковым порошком и пластифицирующей добавкой повышает прочность образцов в начальные сроки твердения не менее чем на 46 %. При замещении одной пятой части цемента микронаполняющей добавкой, прирост прочности в возрасте 3 суток составил более 90 %.
Очень хорошие результаты использования дисперсных добавок вводимых при дезинтеграторном помоле цементного порошка получены на ЗАВОДЕ КЕРАМЗИТОВОГО ГРАВИЯ в городе Октябрьск, Самарской области.
По данным, предоставленным заместителем генерального директора этого предприятия, использование дезинтеграторной мельницы обеспечило снижение расхода цемента в производстве камней стеновых вибропрессованных до 50%.
При этом данные результаты вовсе не являются чем-то экстраординарным, мы просто воспроизвели основные условия эксперимента и еще раз подтвердили выводы, сделанные более 50 лет назад.
Опыт использования минеральных добавок – микронаполнителей, полученных из известнякового отсева, детально описан в Сборнике трудов по химии и технологии силикатов за 1957 год. По результатам исследований бетонов, проведенных в производственных условиях завода железобетонных изделий «Центракадемстроя» (Москва), было установлено, что:
Таким образом, несмотря на устоявшееся мнение, что высокоактивные цементы, не должны иметь в своем составе минеральных добавок, положительный опыт использования микронаполненных цементов вносит в этот вопрос свои коррективы.
Полученные результаты наглядно демонстрируют возможность повышения экономичности цементных композиций в растворах и бетонах, за счет использования дисперсных минеральных добавок на основе местных природных материалов.
Меня могут спросить, если использование дисперсных минеральных добавок способно дать такой экономический эффект, почему же они не используются более широко?
Анализ существующих видов измельчительных агрегатов позволяет сделать вывод о том, что большинство представленных на рынке мельниц, отвечающих требованиям энергоэффективной переработки, предназначены исключительно для крупнотоннажного производства, в то же время измельчительные агрегаты, сочетающие надежность функционирования, большую размольную мощность и невысокие энергозатраты на помол, отечественной промышленностью не выпускаются.
Причин этому несколько, но основной на наш взгляд является то, что в компактных агрегатах недостатки реализуемой модели разрушения твердого тела проявляются особенно отчетливо, свои коррективы вносит и масштабный фактор.
Позвольте мне остановиться на этом моменте чуть подробней.
Сегодня в строительной индустрии основным агрегатом тонкого помола является шаровая мельница, что объясняется простотой ее конструкции, большой производительностью и надежностью. Разрушение частиц материала в ней происходит в результате медленного раздавливания-истирания, которое дополняется быстрым сжатием от ударов мелющих тел.
По данным различных авторов в шаровых мельницах непосредственно на образование новой поверхности расходуется от 2 до 20% всей потребляемой энергии.
Установлено, что только каждый 1000 удар шара производит работу по измельчению материала. Поэтому эффективность работы шаровой мельницы непрерывного действия зависит, в том числе, и от геометрических размеров барабана.
В частности, чем больше его диаметр, тем больше и высота подъема шаров, а значит и их кинетическая энергия. Чем длиннее барабан, тем большее количество ударов получат частицы материала на пути от загрузки к выгрузке мельницы.
Как известно, разрушение твердого тела наступает, когда возникающие напряжения превосходят силу внутреннего сцепления. Динамика и характер разрушающего воздействия определяется, прежде всего, энергонагруженностью процесса.
Учитывая, что в шаровой мельнице энергия каждого отдельного удара способна вызвать скорее ослабление внутренних связей и рост деструктивных напряжений, нежели мгновенное разрушение частиц, эффективный помол в непрерывном режиме возможен, если обеспечивается необходимая частота ударов, поддерживающая высокую плотность энергии в помольной камере.
Трубные мельницы, используемые в производстве цемента, обеспечивают требуемую энергетику воздействия на измельчаемый материал, но их масса-габаритные характеристики, высокое энергопотребление и сложность инфраструктуры не позволяют использовать данное оборудование для получения небольших объемов дисперсных минеральных добавок на основе местного сырья. Уменьшение же габаритов шаровой мельницы неизменно приводит и к снижению коэффициента ее полезного действия, так как с уменьшением объема шаровой загрузки энергонагруженность процесса снижается.
Зависимость расхода энергии от габаритных размеров шаровой мельницы прекрасно демонстрирует следующий пример:
Используемые в цементной промышленности многокамерные трубные мельницы габаритной формулы 4х13.5, 3.2х15, 2.6х13, затрачивают в среднем 30 кВт энергии на тонну порошка с удельной поверхностью 2500см2/г.
Шаровая мельница с объемом барабана 10 литров и мощностью двигателя 0.5 кВт на получение одной тонны материала той же дисперсности расходует более 120 кВт. То есть расход энергии увеличивается в четыре раза. Реальный же перерасход энергии еще выше, так как крупность питания такой мельницы не превышает 3 мм, соответственно затраты на подготовку материала должны быть включены в общие расходы на помол.
В рассматриваемом примере модель измельчения материала осталась неизменной, но с уменьшением габаритных размеров изменилось количество ударов шаров производимых в определенный промежуток времени, а значит и размольная мощность мельницы.
При этом данная зависимость не является линейной, так как у геометрически подобных фигур площадь поверхности пропорциональна второй степени линейных размеров, а объем - третьей.
Соответственно даже незначительные изменения размера шаровой мельницы, серьезно влияют на ее полезный объем, максимальную шаровую загрузку, размольную мощность, производительность и, в конечном счете, себестоимость помола.
Подобное проявление масштабного фактора и его денежного выражения известно и в других областях материального производства. Например, стоимость хранения каждого бита информации на магнитных носителях (например, флеш-картах) тем меньше, чем больше емкость накопителя.
В шаровых мельницах мы наблюдаем тот же эффект, затраты на помол растут с уменьшением их габаритных размеров.
Таким образом, низкая эффективность измельчения и, как следствие, высокая себестоимость помола является единственным сдерживающим фактором широкого использования дисперсных наполнителей.
Непреложные физические законы не позволяют создать компактные шаровые мельницы, коэффициент полезного действия которых был бы сопоставим с многокамерными трубными мельницами, используемыми на цементных заводах.
Поэтому несмотря на богатый опыт использования дисперсных минеральных добавок в цементных композициях, данная технология не получила широкого распространения именно по причине отсутствия инструментов измельчения, сочетающих компактность, высокую размольную мощность и низкую себестоимость помола.
Но, если сама модель разрушения твердых тел, реализуемая шаровыми мельницами, не позволяет создать измельчительный агрегат, отвечающий вышеизложенным требованиям, вполне логично рассмотреть альтернативные варианты.
В шаровых мельницах куски и зерна материала подвергаются преимущественно действию сжимающих сил, в результате чего возникают растягивающие напряжения, которые по достижению предельных значений и вызывают разрушение твердого тела.
Так как материалы, используемые в производстве дисперсных минеральных добавок, имеют прочность на сжатие в 6-12 раз превосходящую прочность на растяжение, для их измельчения энергии затрачивается во много раз больше, чем необходимо по теоретическим расчетам.
Соответственно, уменьшение затрат энергии могут дать лишь те способы измельчения, при которых частицы материала разрушались бы под влиянием прямых разрывающих воздействий, а не в результате первоначальных сжимающих сил.
Поэтому на наш взгляд для получения относительно небольших объемов дисперсных минеральных добавок наиболее целесообразным является использование измельчительного оборудования ударного действия, в частности мельниц дезинтеграторных и центробежных, производством которых и занимается наше предприятие.
Заканчивая свой доклад, я хотел бы поблагодарить аудиторию за внимание и ответить на вопросы, которые как мне кажется должны прояснить некоторые практические аспекты использования дезинтеграторной техники и технологии.